Горячее цинкование погружением в расплав
Горячее цинкование - это защита оборудования и изделий из черных металлов от коррозии на требуемое время их эксплуатации.
Этот метод является современным, высокоэффективным и экономичным способом антикоррозионной защиты. Процесс нанесения цинка на металл осуществляется путем погружения его в расплав цинка, в результате чего образуется покрытие устойчивое к механическим повреждениям и препятствующее образованию коррозии.Учитывая, что средняя скорость коррозии колеблется от максимума 5мкм до минимума 1 мкм вгод, в зависимости от условий эксплуатации, срок службы составляет в среднем 25-50лет.
Значительная длительность этой защиты зависит от практически уникальных характеристик процесса горячего цинкования, так как это самый настоящий сплав металла с цинком, который образуется между железом и цинком, а не просто покрытие.
Как образуется покрытие
Горячее цинкование погружением является простым и эффективным в использовании, металлургический процесс протекающий во время нанесения покрытия представляется достаточно сложным.
Цинковое покрытие образуется за счет реакции между железом и цинком, которые вместе формируют сплав. Поверхность стальной конструкции часто бывает грязной от ржавчины и масла, а образование сплава имеет место только тогда, когда поверхность стали достаточно чистая. Сталь очищают путем обезжиривания, травлением для получения химически чистой поверхности. Гальваническая реакция между цинком и сталью происходит в расплавленном цинке обычно при 450-460 С. При такой температуре железо и цинк вступают в реакцию быстро. Конструкция извлекается из цинка, когда реакция завершена. Хотя цинковое покрытие уже образовалось, его внутренняя структура продолжает меняться до тех пор, пока сталь не вернется к нормальной температуре.
Что представляет собой цинковое покрытие
Если Вы возьмете поперечный разрез покрытия и рассмотрите его под микроскопом, то увидите, что выглядит оно так, как на фото
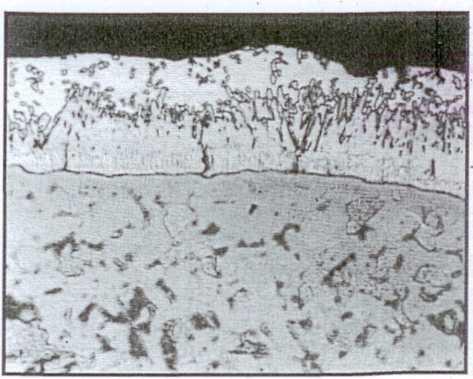
В соответствии с Европейскими стандартами толщина покрытия должна быть не меньше чем 85 мк для стали толщиной 6мм, поэтому, когда Вы посмотрите на фото 1, действительное расстояние между черной линией и вершиной покрытия будет составлять 0.08 мм.
Можно увидеть, структура достаточно сложная. Сталь конструкции расположена в нижней части фотографии. Тонкий слой вверху, известный как Гамма слой, составляет около 1µм в толщину. Гамма слой является сплавом из железа и цинка, который содержит 25% железа. Следующий выше слой представляет собой Дельта слой, который содержит, на сей раз, 10% железа. Толстый слой, в котором Вы можете видеть кристаллы металла, растущие по направлению наружу, является слоем Зет он содержит около 6% железа. И, наконец, на поверхности есть слой почти из чистого цинка. Легче понять покрытие, если думать о Гамма, Дельта и Зет слоях как о «слоях сплавов». Но, полезно, знать об их наличии потому, что они придают особые свойства цинковому покрытию.
Когда оцинкованная продукциия доставлена обратно на Ваш завод или к месту эксплуатации, то она имеет характерную блестящую поверхность, но некоторые стали придают покрытию серый оттенок с самого начала. Блестящая поверхность покрытия исчезает после продолжительного периода эксплуатации – нескольких месяцев - когда оно тускнеет до металлического серого оттенка. Это результат реакции между цинком и воздухом. Это не влияет на свойства покрытия и, если снова вглянуть на поперечное сечение такого покрытия под микроскопом, то изменений структуры не будет.
Технология процесса горячего цинкования включает следующие этапы:
1. Обезжиривание - удаление с поверхности изделия масел и других синтетических загрязнений при температуре 60-80оС, затем промывка.
2. Травление - удаление с поверхности окалины, ржавчины при температуре 20-25оС, окунают в ванну с раствором соляной кислоты.
3. Промывка - удаление с поверхности остатков раствора соляной кислоты.
4. Флюсование - применяют для окончательной очистки поверхности и получения пассивной пленки, которая предотвращает последующие окисление и обеспечивает хорошее смачивание изделия расплавленным цинком.
5. Сушка - позволяет осушить влагу с поверхности и нагреть изделие до температуры около 100оС.
6. Цинкование - погружение стальных конструкций в ванну с расплавленным цинком при температуре приблизительно 450°С.
Область применения
- Строительные конструкции каркасов зданий с повышенной влажностью;
- Опоры линий ЛЭП, вышки сотовой связи, радиотрансляционные и телевизионные башни;
- Конструкции пролетов автомобильных, пешеходных, железнодорожных мостов;
- Мачты, осветительные столбы, опоры рекламных щитов;
- Строительные леса, металлические лестницы, решетки ограждений;
- Оборудование для животноводства;
- Конструкции нефтеперерабатывающих, нефтедобывающих заводов;
- Промышленные, канализационные, водопроводные трубы;
- Различное оборудование для морских и речных судов;
- Листовое железо для кровли;
- Вентиляционные трубы;
- Дорожные ограждения;
Внешний вид оцинкованной продукции; воздействие внешней среды
Оцинкованная продукция в конце процесса имеет серебристую блестящую поверхность. Затем она покроется серо-голубой патиной, состоящей из нерастворимого основного карбоната цинка, имеющего матовый внешний вид: естественный цвет цинка. Со временем атмосферные воздействия постепенно превратят ее в растворимый гидроксид цинка; от длительности этой трансформации зависит долговечность защиты.
Преимущества метода горячего цинкования
1.Высокая коррозионная устойчивость оцинкованного изделия;
2.Оцинкование наружных и внутренних поверхностей изделия;
3.Горячее цинкование продлевает эксплуатационный период металлического изделия в среднем на 30 лет и не требует последующей дополнительной технической поддержки.
4.Цинкование гарантирует хорошую теплопроводность между разными частями структуры;
5.Высокая электропроводность покрытия;
6.Покрытие само себя восстанавливается на поврежденных участках;
7.Покрытие препятствует водородному охрупчиванию основного металла;
8.Способность цинкового покрытия защищать основной металл даже после механического повреждения;
9.Эффективность и экономичность процесса;
10. Быстрое время выполнения.







